Research, development, consulting and innovation for businesses








NEMOSY provides innovative services and solutions for businesses, helping them to manage problems with service, machine maintenance and worker safety. What’s special about DSC Nexus is that our clients have access to a series of web-based technologies and apps that provide fast, flexible and very straightforward interaction between man and machine (IoT - Internet of Things) aimed at monitoring and improving in-house machine management.

NEMOSY now has a patented system for the remote control of machinery. The application is particularly well-suited to the food segment of the mass retail market, where the centralised management of machines at several different sites and laboratories is certainly a priority.
The NEMOSY system, comprises NEMOSY tech for service and maintenance, and NEMOSY safe for safety. It is a web-based application platform that connects various machines to a central controller. This solution is designed to manage equipment efficiently and cost-effectively, as data can be browsed remotely from a PC, smartphone or iPad.

NEMOSY (Nexus Monitoring System) is a system that collects data for the management of machines used in the food industry, and then integrates them smoothly into the in-house processes.
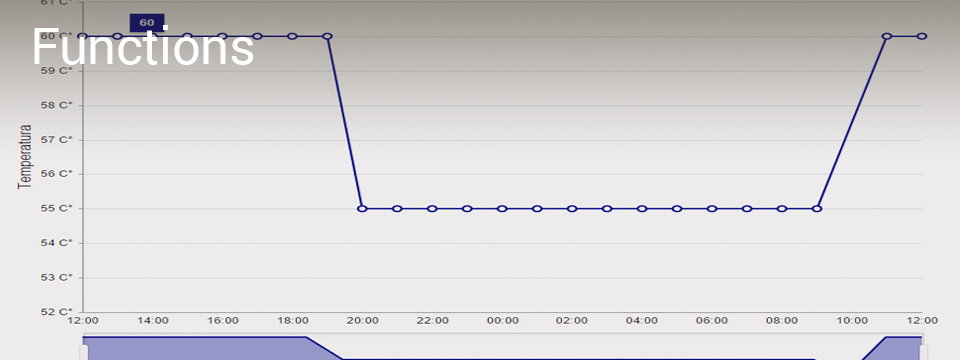
An electronic device (an interface either built into the new machines or connected to existing machines), with an instant Wi-Fi transfer to a central server or other device (cloud technology) is used to transmit the full set of machine management data: safety guards-open warnings, alarms, operating temperature, power consumption, operator ID, hours of use, hours worked, machine faults and downtime, quantities processed, weights and other diagnostics.
The application requires no knowledge of programming languages, and has a highly intuitive graphic interface.
Fully compatible with all types of machines.


The SAFE and TECH versions of NEMOSY (Nexus Monitoring System), are designed for maintenance managers, so that they can keep all machines under control while accessing continuously updated information. It’s also suitable for equipment buyers, as it gives information about maintenance costs, duration and use, and for safety managers who can decide specific control procedures for each type of machine, train their operators and receive regular safety updates.
The application can offer high added value for retailers and importers, as an add-on to the services they can offer customers.


NEMOSY (Nexus Monitoring System) is an extremely practical way of resolving previously unsolvable machine management issues in the mass retail sector.
It is a complete management system, specifically designed to meet three primary needs:
- flawless centralised control of each department in a hypermarket, and the whole chain
- complete safety for operators and machines
- longer machine life depending on cycles of use, thanks to dynamic maintenance and spare parts planning
Advantages of NEMOSY (Nexus Monitoring System):
- low initial investment
- easy and quick to install
- lower overhead costs
- improved machine management
- ease of access and control


An electronic Interface that connects to any new or existing three-phase or single phase machine with 4- or 5-pin plugs.
Wi-Fi data transfer.
Standard communication protocols and easy-to-install hardware.
Cloud technology for data archiving.
Synchronises with external systems (ERP, CRM, etc.)
Extra module for RFID CODE recognition.
It can be used for all food machines: industrial and counter-top mincing machines, vacuum packing machines, bone cutters, meat slicers, portioning machines, automated hamburger machines, mixers, ice makers, etc.
Transfer of machine data (safety guards-open warnings, alarms, operating temperature, power consumption, hours of use, hours worked, machine faults and downtime, quantities processed, weights and other diagnostics).
Warning messages are sent to the maintenance manager by text or email.
The machine is disabled in the case of non-conformity to company safety standards or if used by an unauthorised operator (RFID CODE identification).
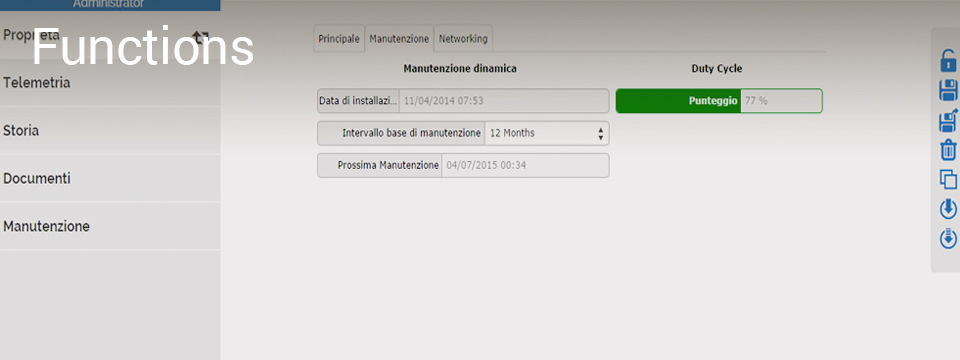
Digital archiving of instruction manuals, spare parts sheets, certifications, safety procedures, installation photographs, maintenance interventions, etc.
Periodic management of machine maintenance times and costs.
Management of spare parts and costs.
Press

IOT applied to machines used in the food industry
Bologna, 9-10 June 2016

Digital transformation for the maintenance and monitoring of machinery used in the food industry
Daniele Salati Chiodini (engineer): “IOT gives us a different vision of more traditional mechanics. We have added value to our production through this research project and the relative development, establishing a different and long-lasting relationship in a win-win situation between customer and producer”
The basic idea
The large scale retail trade and collective market (canteens, hospitals, retail trade, preparation laboratories for markets and hypermarkets) in which Minerva Omega Group works, was by now saturated and suffering from the competitive pressure of Asian companies manufacturing at low cost. The “typical” user, often not taking into consideration the total cost of ownership for machinery used in the food industry, but instead only the initial cost, tended to prefer cheaper products which however had higher maintenance costs over the medium and long term. The moment of truth came three years ago: either abandon certain areas of the market and/or relocate production thereby penalising partners, or alternatively expand the company’s skills and give the products different value by incorporating the IoT.
Specialising through innovation to give the products and the company added value
The Minerva Omega Group’s logic is to continuously innovate itself through the search for new processes and by adding value to the production. To develop the man-machine-network relationship (IoT and M2M) rationally and organically, the Minerva Omega Group decided to create a Spin-Off company for the purpose of carrying out specialised research and development in this sector. 2013 saw the launch of DSC Nexus, which today not only provides added value for company products, but also allows the Group to be a Partner with other companies, even its competitors, direct customers and customers requiring ad hoc projects. Thanks to this Spin-Off, in two years the business of both the company and the end customer has grown, with an increase in know-how that today allows the Group to provide customised, modular and scalable solutions and to expand its target group of contacts. Today we not only dialogue with equipment Buyers, but also Energy Managers, H&S Officers, CFOs, etc.
A global answer to corporate needs: NEMOSY a broad-spectrum solution
One of the initial problems the Group had to face was the possibility of extending the project to new generation machines as well as to existing machines not connected digitally by network and not manufactured only by Minerva Omega. Dedicated hardware has been developed following the specifications of the IOT while for the software, using the Solair/Microsoft platform, the data captured by the machinery is extracted, processed with specific algorithms and synchronised with external systems as well (ERP, CRM, etc.), then integrated into the business processes.
The result was a broad-spectrum solution called NEMOSY, designed for and creating value for different players along the supply chain: those in charge of maintenance, equipment buyers, health & safety officers, financial and administrative controllers, distributors and importers. Due to the flexibility of the platform, the NEMOSY system is not only directed towards monitoring machines, but can also manage the entire maintenance cycle, from the incorporation of technical reports right up to producing all the documentation for individual machines. All this is available on a Cloud platform (Azure) on fixed and mobile devices.
The new business: greater competitiveness and new orders for systems and machines already set up
Three years on, after experimentation, recording and analysing the data, the benefits range from know-how to the acquisition of new customers and repositioning with consolidated customers. Today the Minerva Omega Group has been able to shift its focus from merely supplying machinery similar to that of other makers, to tailored solutions that are scalable and can be adapted to individual needs, guaranteeing regular updating gained through experience on a variety of markets and with different types of customers. Products and services today can be developed by pooling data and experience. In other words, today the Minerva Omega Group is more competitive on the market and acquires new orders for systems and machines already set up.
The company
Minerva Omega Group designs and manufactures a wide range of machines and systems for processing and preserving food products. The Group is now very well established in the food processing industry, being acknowledged at international level and maintaining a strictly Made in Italy production output. It started out in 1945 as La Minerva di Chiodini Mario and became an Industrial Group from the 2000s onwards. With over 70 employees and a turnover (for 2015) of around 15 million Euros, of which 70% from foreign markets, the company aims to offer increasingly innovative services and products in keeping with the market trends.
Bologna, 9-10 June 2016
Minerva Omega Group
Industry: Food
Website: www.laminerva.it